
SMT solder paste printing process attention points
From: Author:Mark Hardy Publish time:2021-09-09 15:24 Clicks:0
In SMT production, solder paste printing is a key process. In the SMT mounting process technology, the solder paste printing process is the first link, and it is also an extremely important link. The printing quality directly affects the performance and reliability of the surface components. The solder paste printing process technology is the guarantee of the solder joint quality and the final product quality. Statistics show that 60-70% of soldering defects in SMT production are related to solder paste printing, which shows the importance of solder paste printing.
I.C.T is a manufacturer of SMT machines. It mainly provides customers with SMT production lines including SMT Stencil Printers, Pick and place machines, Reflow Oven, AOI Machine, Wave Soldering Machine and PCB Handling Machine etc. I.C.T has more than 25 researches on SMT and DIP technology, for the world Customers provide SMT total solutions. There are successful cases of SMT technICal team in Asia, Europe, AmerICa, AfrICa, and Australia.
More details, please contact us:
Tel: +86 13670124230 (WhatsApp/Skype/WeChat)
Email: etaSMT@foxmail.com
1 solder paste
1.1 Definition of solder paste
Solder paste, also called solder paste, gray or off-white paste, is a new type of soldering material that came into being with SMT. Solder paste is a complex system that is a creamy mixture formed by mixing solder powder, flux and other additives. At room temperature, the solder paste can initially bond the electronic components to the predetermined position. At the soldering temperature, with the volatilization of the solvent and some additives, the alloy powder melts, so that the soldered components and the pad are connected together and form after cooling. Permanently connected solder joints.
1.2 Selection of solder paste
Solder paste is an important process auxiliary material. When choosing solder paste, it should be selected according to the production mode, production process, precision of soldering components, and requirements for soldering effects. For details, please refer to the following points to select the appropriate solder paste: a) Good printability (flowability, release property, continuous printability) b) After printing, it has a certain degree of adhesion to the components for a long time. C) A good joint state (solder joint) can be obtained after welding. d) Its residual components have high insulation and low corrosion. e) It has good cleaning ability to the flux residue after welding, and no residue should be left after cleaning. f) It has excellent storage stability. It is recommended that the solder paste certification should focus on testing the printability, wettability, oxidation resistance, and service life of the solder paste.
Printability test: Evaluate by observing the QFP solder paste printing pattern with 0.4 MM pitch
Test on wettability: Print tin on the OSP-treated pad, and observe the spread of solder on the pad after reflow. The larger the area, the stronger the wettability and the stronger the activity.
Anti-oxidation ability test: The anti-oxidation ability of solder paste during reflow is mainly reflected before melting and reflow. That's when the heat is high and the flux may have worked. The method of certification is to set different preheating and soaking times for samples to observe the changes in their ability to polymerize and wet after melting. Poor polymerization and wetting power is poor oxidation resistance
The service life is tested: the service life is the different time periods after the tin paste is opened, the different recycling times, and the waiting time after printing to observe its wettability, collapse, and tin splashing. The length of the time interval can be determined according to the usage mode. If you want convenience, you can use 0.5 and 1 hour intervals. For the small-batch and multi-variety production mode, due to the multiple recycling of solder paste in use, the solder paste is easy to dry, especially the service life of the solder paste needs to be tested. The simpler method is that the solder paste is different after the tin is opened. During the period of time, the change in the viscosity of the solder paste was tested with different recycling times, to determine whether it was within the viscosity range provided by the manufacturer, and to further determine the service life of the standard solder paste.
1.3 Management of solder paste
Solder paste is numbered for each tin of solder paste after the purchase and arrival. The solder paste should be stored in the refrigerator in a sealed form at a storage temperature of 2 to 10 degrees. Generally, ice crystals are stored in the refrigerator for use in the event of a power failure.
1.4 The use of solder paste:
The solder paste taken out of the refrigerator needs to be warmed up before it is opened to prevent process problems such as collapse, pores and tin beads. It is necessary to pay attention to the ambient temperature when reheating. If the package is not opened, it can only be reheated naturally, and heating is not allowed. The minimum reheating time of each solder paste should be confirmed and controlled. The solder paste needs to be stirred before use. The stirring is divided into manual stirring and machine automatic stirring. When manually stirring, you need to pay attention to the use of small stirring tools, which are light in action, short in time and consistent in the stirring direction; the automatic stirring time and speed of the machine vary with the solder paste . The longest waiting time before the solder paste is printed in the furnace should be confirmed and controlled. For the small-batch multi-variety production model, there will inevitably be the situation that the solder paste is recycled for multiple times. It is necessary to formulate relevant regulations on the use time period of the solder paste after opening the package in accordance with the complexity of the product and the service life of the solder paste. It is recommended that the solder paste should be used in an environment with a temperature of 22-28 degrees, a relative humidity of 40%-60%, clean and dust-free, low air flow, and no direct heat such as infrared heat to avoid solvent volatilization and moisture absorption. For process problems (such as pores, etc.), users with conditions can add a constant temperature and humidity system for the printing press.
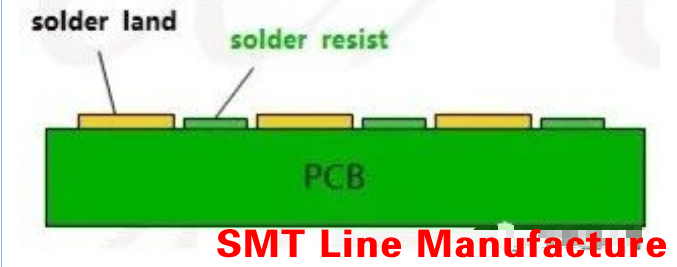
2 Printed substrate requirements
1) The size is accurate and stable; it can have a good contact surface with the steel mesh; it is suitable for stable positioning on the printing machine; the solder mask and mimeograph do not affect the pad.
2) The substrate needs to have sufficient hardness and flatness
3) Components on the bottom of the double panel need to consider component density (support considerations)
4) The cleanliness of the board surface: the board surface should not be stained with dust and foreign matter.
5) Avoid the solder mask layer higher than the pad.
picture
6) Enough solder mask printing distance
7) Choose a flat pad surface coating: OSP, nickel/gold, immersion tin, immersion silver
8) Design a reference mark that is conducive to the identification of the solder paste printer. The shape of the reference mark is generally solid circle, triangle, rhombus, square, cross, ellipse, etc., preferably a solid circle. The solid circle has a diameter of 1.0 mm~2.0 mm, and the surface coating is uniform, not too thick, and cannot be covered by the solder mask. Considering the contrast between the color of the solder mask and the environment, there is a non-soldering area with 1 to 2 times the diameter of the mark around the mark.
SMT Line Memory Manufacture, Shenzhen SMT Production Line, PCB Solder Paste Stencil Printer, Large-Size Plane Screen Printer PCB Stencil, Benchtop Hotair Solder Paste Reflow Oven, Conveyer Reflow Oven, SMT Wave Soldering, SMT Wave Machine, SMD Thd Pick And Place Machine, Big Component Pick And Place Machine, Pick And Place Place, Place And Pick, Pick And Place Usate, Pick And Place Gripper, Fuji Pick And Place, SMT PCB Loader Equipment, SMT PCB Loader Unloader, PCB Loader Unloader SMT, Unloader Machine SMT, SMT Line Automatic PCB Shuttle Conveyor, Robotic Soldering, Soldering Iron Robot, Soldering Robot Machine, Three Axis Soldering Robot